Расчет клиноременной передачи
09 Сен 2013
Рубрика: Механика | 73
В приводах различных машин и механизмов ременные передачи находят очень широкое применение благодаря своей простоте и дешевизне при проектировании, изготовлении и эксплуатации. Передаче не нужен корпус в отличие от червячной или зубчатой передачи, не нужна…
…смазка. Ременная передача бесшумна и быстроходна. Недостатками ременной передачи являются: значительные габариты (в сравнении с той же зубчатой или червячной передачей) и ограниченный передаваемый крутящий момент.
Наибольшее распространение получили передачи: клиноременные, с зубчатым ремнем, вариаторные широкоременные, плоскоременные и круглоременные. В предлагаемой вашему вниманию статье мы рассмотрим проектировочный расчет клиноременной передачи, как самой распространенной. Итогом работы станет программа, реализующая пошаговый алгоритм расчета в программе MS Excel.
Для подписчиков блога внизу статьи, как обычно, ссылка на скачивание рабочего файла.
Предлагаемый вниманию алгоритм реализован на материалах ГОСТ 1284.1-89, ГОСТ 1284.3-96 и ГОСТ 20889-80. Эти ГОСТы находятся в свободном доступе в Сети, их необходимо скачать. При выполнении расчетов мы будем пользоваться таблицами и материалами выше перечисленных ГОСТов, поэтому они должны быть «под рукой».
Что, собственно говоря, предлагается? Предлагается систематизированный подход к решению вопроса проектировочного расчета клиноременной передачи.
Вам не нужно детально изучать вышеперечисленные ГОСТы, вам просто необходимо строго последовательно по шагам выполнять предложенную ниже инструкцию – алгоритм расчета.
Если вы не занимаетесь постоянно проектированием новых ременных передач, то со временем порядок действий забывается и, восстанавливая в памяти алгоритм, каждый раз приходится затрачивать значительное время. Пользуясь предложенной ниже программой, вы сможете быстрее и эффективнее выполнять расчеты.
Проектировочный расчет в Excel клиноременной передачи
Если у вас на компьютере не установлена программа MS Excel, то расчеты можно выполнить в программе OOo Calc из пакета Open Office, которую всегда можно свободно скачать и установить.
Расчет будем выполнять для передачи с двумя шкивами – ведущим и ведомым, без натяжных роликов. Общая схема клиноременной передачи изображена на представленном чуть ниже этого текста рисунке. Запускаем Excel, создаем новый файл и начинаем работать.
В ячейках со светло-бирюзовой заливкой пишем исходные данные и данные, выбранные пользователем по таблицам ГОСТов или уточненные (принятые) расчетные данные. В ячейках со светло-желтой заливкой считываем результаты расчетов. В ячейках с бледно-зеленой заливкой помещены мало подверженные изменениям исходные данные.
В примечаниях ко всем ячейкам столбца D даны пояснения, как и откуда выбираются или по каким формулам рассчитываются все значения!!!
Начинаем «шагать» по алгоритму — заполняем ячейки исходными данными:
1. Коэффициент полезного действия передачи КПД(это КПД ременной передачи и КПД двух пар подшипников качения) пишем
в ячейку D2: 0,921
2. Предварительное значение передаточного числа передачи u’ записываем
в ячейку D3: 1,48
3. Частоту вращения вала малого шкива n1 в об/мин пишем
в ячейку D4: 1480
4. Номинальную мощность привода (мощность на валу малого шкива) P1 в КВт заносим
в ячейку D5: 25,000
Далее в диалоговом режиме пользователя и программы выполняем расчет ременной передачи:
5. Вычисляем вращательный момент на валу малого шкива T1 в н*м
в ячейке D6: =30*D5/(ПИ()*D4)*1000=164,643
T1=30*P1/(3,14*n1)
6. Открываем ГОСТ1284.3-96, назначаем по п.3.2 (таблице 1 и таблице 2) коэффициент динамичности нагрузки и режима работы Cp и записываем
в ячейку D7: 1,0
7. Расчетную мощность привода Р в КВт, по которой будем выбирать сечение ремня считаем
в ячейке D8: =D5*D7=25,000
P=P1*Cp
8. В ГОСТ1284.3-96 выбираем по п.3.1 (рис.1) типоразмер сечения ремня и заносим
в объединенную ячейку C9D9E9: C(B)
9. Открываем ГОСТ20889-80, назначаем по п.2.2 и п.2.3 расчетный диаметр малого шкива d1 в мм и записываем
в ячейку D10: 250
Желательно не назначать расчетный диаметр малого шкива равным минимально возможному значению. Чем больше диаметр шкивов, тем дольше прослужит ремень, но тем больше будут габариты у передачи. Здесь необходим разумный компромисс.
10. Линейная скорость ремня v в м/с, рассчитывается
в ячейке D11: =ПИ()*D10*D4/60000=19,0
v=3.14*d1*n1/60000
Линейная скорость ремня не должна превышать 30 м/с!
11. Расчетный диаметр большого шкива (предварительно)d2’ в мм рассчитывается
в ячейке D12: =D10*D3=370
d2’=d1*u’
12. По ГОСТ20889-80, назначаем по п.2.2 расчетный диаметр большого шкива d2 в мм и пишем
в ячейку D13: 375
13. Уточняем передаточное число передачиu
в ячейке D14: =D13/D10=1,500
u=d2/d1
14. Рассчитываем отклонение передаточного числа окончательного от предварительного delta в % и сравниваем с допустимым значением, приведенным в примечании
в ячейке D15: =(D14-D3)/D3*100=1,35
delta=(u— u’)/u’
Отклонение передаточного числа желательно не должно превышать 3% по модулю!
15. Частоту вращения вала большого шкива n2 в об/мин считаем
в ячейке D16: =D4/D14=967
n2=n1/u
16. Мощность на валу большого шкива P2 в КВт определяем
в ячейке D17: =D5*D2=23,032
P2=P1*КПД
17. Вычисляем вращательный момент на валу большого шкива T2 в н*м
в ячейке D18: =30*D17/(ПИ()*D16)*1000=227,527
T2=30*P2/(3,14*n2)
18. Далее определяем минимальное межцентровое расстояние передачи amin в мм
в ячейке D19: =0,7*(D10+D13)=438
amin=0,7*(d1+d2)
19. Рассчитываем максимальное межцентровое расстояние передачи amax в мм
в ячейке D20: =2*(D10+D13)=1250
amax=2*(d1+d2)
20. Из полученного диапазона и опираясь на конструктивные особенности проекта назначаем предварительное межцентровое расстояние передачи a’ в мм
в ячейке D21: 700
21. Теперь можно определить предварительную расчетную длину ремня Lp’ в мм
в ячейке D22: =2*D21+(ПИ()/2)*(D10+D13)+(D13-D10)2/(4*D21)=2387
Lp'=2*a'+(3,14/2)*(d1+d2)+((d2-d1)2)/(4*a')
22. Открываем ГОСТ1284.1-89 и выбираем по п.1.1 (таблица 2) расчетную длину ремня Lp в мм
в ячейке D23: 2500
23. Пересчитываем межцентровое расстояние передачи a в мм
в ячейке D24: =0,25*(D23- (ПИ()/2)*(D10+D13)+((D23- (ПИ()/2)*(D10+D13))2-8*((D13-D10)/2)2)0,5)=757
a=0,25*(Lp— (3,14/2)*(d1+d2)+((Lp— (3,14/2)*(d1+d2))2-8*((d2-d1) /2)2)0,5)
24. Далее считаем угол обхвата ремнем малого шкива A в градусах
в ячейке D25: =2*ACOS ((D13-D10)/(2*D24))/ПИ()*180=171
A=2*arccos ((d2-d1)/(2*a))
25. Определяем по ГОСТ 1284.3-96 п.3.5.1 (таблицы 5-17) номинальную мощность, передаваемую одним ремнем P в КВт и записываем
в ячейку D26: 9,990
26. Определяем по ГОСТ 1284.3-96 п.3.5.1 (таблица18) коэффициент угла обхвата CAи вводим
в ячейку D27: 0,982
27. Определяем по ГОСТ 1284.3-96 п.3.5.1 (таблица19) коэффициент длины ремня CLи пишем
в ячейку D28: 0,920
28. Предполагаем, что число ремней будет 4. Определяем по ГОСТ 1284.3-96 п.3.5.1 (таблица20) коэффициент числа ремней в передаче CKи записываем
в ячейку D29: 0,760
29. Определяем расчетное необходимое число ремней в приводе K’
в ячейке D30: =D8/D26/D27/D28/D29=3,645
K'=P/(P0*CA*CL*CK)
30. Окончательно определяем число ремней в приводе K
в ячейке D31: =ОКРВВЕРХ(D30;1)=4
K=округление вверх до целого (K’)
Мы выполнили проектировочный расчет в Excel клиноременной передачи с двумя шкивами, целью которого было определение основных характеристик и габаритных параметров на основе частично заданных силовых и кинематических.
Буду рад видеть ваши комментарии, уважаемые читатели!!!
Чтобы получать информацию о выходе новых статей вам следует подписаться на анонсы в окне, расположенном в конце статьи или вверху страницы.
Введите адрес своей электронной почты, нажмите на кнопку «Получать анонсы статей», подтвердите подписку в письме, которое тут же придет к вам на указанную почту.
С этого момента к вам на почту примерно раз в неделю будут приходить небольшие уведомления о появлении на моем сайте новых статей. (Отказаться от подписки можно в любой момент.)
Прошу УВАЖАЮЩИХ труд автора скачать файл ПОСЛЕ ПОДПИСКИ НА АНОНСЫ СТАТЕЙ.
ОСТАЛЬНЫМ можно скачать просто так… — никаких паролей нет!
Ссылка на скачивание файла: raschet-klinoremennoy-peredachi (xls 63,0KB).
Другие статьи автора блога
Источник: http://al-vo.ru/mekhanika/raschet-klinoremennoj-peredachi.html
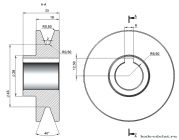
Шкивы по ГОСТ 20889-88 для приводных клиновых ремней
Wp — расчетная ширина канавки шкива;
b — глубина канавки над расчетной шириной;
dp — расчетный диаметр шкива;
h — глубина канавки ниже расчетной ширины;
е — расстояние между осями канавок;
f — расстояние между осями крайней канавки и ближайшим торцом шкива;
α — угол канавки шкива;
de — наружный диаметр шкива;
r — радиус закругления верхней кромки канавки шкива;
М — ширина шкива.
Номинальные расчетные диаметры dp шкивов, мм:
50; (53); 56; (60); 63; (67); 71; (75); 80; (85); 90; (95); 100; (106); 112; (118); 125; (132); 140; (150); 160; (170); 180; (190); 200; (212); 224; (236); 250; (265); 280; (300); 315; (335); 355; (375); 400; (425); 450; 475; 500; (530); 560; (600); (620); 630; (670); 710; (750); 800; (850); 900; (950); 1000; (1060); 1120; (1180); 1250; (1320); 1400; (1500); 1600; (1700); 1800; (1900); 2000; (2120); 2240; (2360); 2500; (2650); (2800); (3000); (3150); (3550); (3750); (4000) мм.
Примечание. Размеры, указанные в скобках, применяются в технически обоснованных случаях.
Минимальный расчетный диаметр меньшего шкива передачи, мм
В табл. 1 указаны минимальные расчетные диаметры шкивов для клиновых ремней разных сечений. Уменьшение диаметров по сравнению с указанными в таблице недопустимо, так так это приведет к быстрому выходу ремня из строя.
Размеры канавок шкивов для клиновых ремней
В табл. 2 приведены размеры, необходимые для изготовления канавок шкивов для клиновых ремней. Угол α клина канавки зависит от расчетного диаметра и изменяется в пределах от 34 (для шкивов малого диаметра для ремней сечений Z, А , В) до 40 (для шкивов большого диаметра).
Нормы точности для изготовления шкивов
В стандарте даются также нормы точности для изготовления шкивов:
- допускаемое отклонение от номинального значения расчетного диаметра шкивов — по h11;
- предельные отклонения угла канавки шкивов, обработанных резанием, должны быть не более:
- ±1° — шкивов для ремней сечений Z, А. В;
- ±30′ — шкивов для ремней сечений С, D, Е, ЕО.
Допуск биения конусной рабочей поверхности канавки шкива в заданном направлении на каждые 100 мм расчетного диаметра относительно оси должен быть не более:
- 0,20 мм — при частоте вращения шкива до 8 с-1;
- 0,15 мм — при частоте вращения шкива свыше 8 с-1 до 16 с-1;
- 0,10 мм — при частоте вращения шкива свыше 16 с-1.
Значение параметра Ra шероховатости рабочих поверхностей канавок шкива должно быть не более 2,5 мкм.
Балансировка шкивов для клиновых ремней
Каждый шкив, работающий со скоростью свыше 5 м/с, должен быть сбалансирован. Допустимый дисбаланс:
- 0.06 г•м — при скорости от 5 до 10 м/с;
- 0,03 г•м — при скорости свыше 10 до 15 м/с;
- 0,02 г•м — при скорости свыше 15 до 20 м/с;
- 0.01 г•м — при скорости свыше 20 до 3о м/с.
Типы шкивов для клиновых ремней
В зависимости от конструкции различают шкивы типов 1…6 (рис. 1…6) и типов 7…9 (рис. 7…9).
Шкив типа 1 — монолитный с односторонней выступающей ступицей.
Рис.1
Шкив типа 2 — монолитный с односторонней выточкой.
Рис.2
Шкив типа 3 — монолитный с односторонней выточкой и выступающей ступицей.
Рис.3
Шкив типа 4 — с диском и ступицей, выступающей с одного торца обода.
Рис.4
Шкив типа 5 — с диском и ступицей, укороченной с одного торца обода.
Рис.5
Шкив типа 6 — с диском и ступицей, выступающей с одного и укороченной с другого торца обода.
Рис.6
Шкив типа 7 — со спицами и ступицей, выступающей с одного торца обода.
Рис.7
Шкив типа 8 — со спицами и ступицей, укороченной с одного торца обода.
Рис.8
Шкив типа 9 — со спицами и ступицей, выступающей с одного и укороченной с другого торца обода.
Рис.9
Даны варианты исполнения посадочного отверстия (рис. 10):
- цилиндрический,
- конический со шпонкой,
- конический.
Условное обозначение шкивов для приводных клиновых ремней
Приведены система условных обозначений шкивов и примеры условного обозначения шкива.
Схема построения условного обозначения шкивов
1 — тип шкива;
2 — сечение ремня;
3 — число канавок шкива;
4 — расчетный диаметр шкива;
5 — диаметр посадочного отверстия;
6 — марка материала;
7— обозначение стандарта на шкив.
Пример условного обозначения шкива для клиноременной передачи
Пример условного обозначения шкива для приводных клиновых ремней типа 1, с сечением А, с тремя канавками, расчетным диаметром dp = 224 мм, с цилиндрическим посадочным отверстием d1 = 28 мм, из чугуна марки СЧ20 по ГОСТ 1412 -85:
Источник: https://pro-techinfo.ru/konstruktsii-detalej-mashin-onlajn/peredachi-detalej-mashin/remennye-peredachi/shkivy-po-gost-20889-88-dlya-privodnyh-klinovyh-remnej/
Оптимальные Обороты Для Циркулярной Пилы
Циркулярная пила своими руками – накрепко, удобно, недорого!
Для хоть какого домашнего мастера, наличие собственного стационарного распиловочного станка – это экономия времени и безопасность работы. Можно приобрести готовую стационарную циркулярку. Цена маленьких станков начинается от 9000 рублей, более либо наименее солидные стационарные пилы продаются в ценовом спектре от 30 до 100 тыщ.
Невзирая на кажущуюся сложность конструкции, сделать самодельную циркулярную пилу может хоть какой мастер, имеющий простые слесарные способности. Тем паче что в процессе проектирования есть возможность добавить функции, не предусмотренные заводом изготовителем.
Для чего нужна циркулярная пила
До работ, нужно найти главные задачки распиловочного станка. Если для вас необходимо просто напилить дрова на зиму, либо создавать простые плотницкие работы вроде производства забора – довольно крепкого стола с прорезью для диска пилы. Такие варианты популярны в сельской местности.
Очевидно, ни о какой безопасности и функциональности при использовании такового устройства не может быть и речи
В неких схожих «моделях» находится вал для закрепления ножей рубанка либо фуганка. Обычно, из уголка либо швеллера варится станина, на ней закрепляется электродвигатель от списанной заводской вентиляции, и с помощью шкива вращающий момент передается на диск. Тщательно обрисовывать технологию производства подобного станка не имеет смысла.
Другое дело, если вы желаете создавать столярные работы. В данном случае нужен координатный стол с направляющими, которые фиксируются под различными углами. Так как на таковой стационарной пиле можно работать с заготовками малого размера – нужно позаботиться о безопасности оператора. Лучше предугадать регулировку скорости вращения и возможность легкой смены дисков с различными поперечниками.
Непременно над диском установите защитный кожух, а крутящиеся части привода закройте крышками. Пусковое устройство оснащается аварийным выключателем, а кнопка «стоп» располагается в доступном месте и делается большого размера.
Как сделать циркулярку, соблюдая баланс между экономией, функциональностью и безопасностью
Станина.
Каркас можно сделать из железного уголка (швеллера), приобретенного у сборщиков металлолома. Если вы располагаете средствами – обратитесь на склад металлопроката. Ножки допустимо делать из старенькых водопроводных труб, соединив их уголками.
Нужно использовать электросварку. Непременно усильте угловые соединения укосиной. Высшую часть станины (на которую будет опираться стол) и подий для электромотора делают из уголка со стороной не меньше 50 мм.
Если станок обустроен колесами для передвижения – они должны быть со железными ободами и иметь фиксаторы. Чем выше масса станины – тем устойчивей будет станок, и тем безопаснее будет работа.
Стол.
Рабочая поверхность делается из железного, алюминиевого либо силуминового листа. Допустимо использовать текстолит, оргстекло либо влагостойкую фанеру. Поверх фанеры набивается покрытыя цинком жесть. Главное условие – материал не должен лопаться от вибраций, иметь гладкую поверхность и не допускать прогибов под весом более 50 кг. Если столешница треснет либо перекосится – диск циркулярки заклинит.
Это приведет к травмам и порче заготовки. Внедрение фаворитных материалов OSB и ДСП не нужно. Эти материалы неустойчивы к вибрациям, и могут разрушиться в самый ответственный момент.
Есть два варианта производства рабочего паза для циркулярного диска. Можно пропилить паз или разместить две половинки столешницы на расстоянии друг от друга. Диск должен выступать над столом не более чем на 1/3 от диаметра.
Для любых работ, от пиления дров до столярных – необходим надежный боковой упор. Это может быть металлический уголок или брусок из твердого дерева. Для регулировки рабочего зазора можно предусмотреть параллельные пазы на столешнице или просто крепить упор при помощи струбцин.
Двигатель.
Устанавливать электродвигатель «на глазок» нельзя. Необходимо рассчитать мощность. Для диска диаметром 350 мм необходим мотор 1 кВт, для диаметра 170 мм хватит и 500 Вт. Хороший вариант – мотор от старой стиральной машины.
Он рассчитан на продолжительную работу со средней нагрузкой. Если предполагается работа с диском более 350 мм – можно использовать силовую установку от б/у промышленной вентиляции. Крупные электромоторы, как правило, устанавливаются на демпферы (амортизаторы), которые предотвращают лишние вибрации.
Для стационарной пилы это недопустимо, поскольку ременный или шестеренчатый привод не обеспечит постоянного зацепления. Поэтому двигатель закрепляется на жестком и прочном основании. Для регулировки натяжения ременного шкива предусматривается возможность перемещения мотора.
Обороты для самодельного станка
Этому станку 20 лет , подшипники менялись один раз , ширина вала 250 мм.
Циркулярка фуганок (ОБОРОТЫ на валах????) Измерение тахометром
Измерение с помощью механического тахометра требует непосредственного контакта с поверхностью объекта.
Привод.
Наилучший вариант – клиновидный ремень. Можно использовать поликлиновый приводной ремень в комплекте со шкивами от автомобильного мотора. Ременная передача гарантирует определенную безопасность при заклинивании диска (например, гвоздь в заготовке). В отличие от жесткой шестеренной передачи, ремень проскользнет на шкиве, предотвращая разрушение циркулярного диска.
Если электромотор не имеет регулятора оборотов, можно изготовить сменные шкивы разного диаметра. Это даст возможность использовать диски всех типов, под различные рабочие обороты.
Вал.
Пожалуй, самая ответственная деталь самодельной циркулярной пилы. Заниматься кустарным изготовлением из куска трубы небезопасно, поэтому лучше заказать его у хорошего токаря или купить готовый. Тоже самое касается крепления для подшипников. Для экономии можно использовать ступичные комплекты от автомобиля.
Подшипники должны быть защищены от пыли, для этого в пазы между обоймами подшипника устанавливается кожух прокладка.
Вал может иметь прорези с креплениями для ножей рубанка. В этом случае он подлежит балансировке. Также его можно оснастить креплениями для фрез. Тогда на станке можно будет изготавливать филенчатые двери и карнизы сложной формы.
Электрическая часть.
Пусковое устройство должно соответствовать мощности электродвигателя. Наиболее безопасный вариант – кнопочный, с теплозащитой по превышению тока.
В этом случае при заклинивании диска возможно автоматическое отключение. Электрощиток монтируется на диэлектрическом материале, проводка надежно изолируется от металлической станины.
Кнопка отключения располагается в доступном месте, нажиматься она должна без усилия.
Зачастую подобные станки хранятся на улице. Поэтому электрическая часть должна быть защищена от прямого попадания влаги. При проектировании самодельной циркулярной пилы необходимо предусмотреть возможность ее ремонта, обслуживания, замены изношенных деталей.
Движущиеся части должны смазываться. Перед практическими работами делаются чертежи, в которых предусматривается любая мелочь. Любая ошибка при изготовлении влечет за собой покупку нового материала, что неизбежно увеличит стоимость конструкции.
Циркулярная пила из болгарки или дисковой пилы
Если необходимости в работе с массивными деревянными заготовками нет, можно изготовить малогабаритную стационарную пилу из готового электроинструмента.
Дисковая пила.
Готовый и достаточно безопасный инструмент. Есть два варианта стационарного применения.
Можно просто закрепить пилу снизу стола таким образом, чтобы диск выступал над поверхностью на необходимую высоту. Сложность в том, что выключатель будет недоступен. Следовательно, необходимо его блокировать и дублировать пусковое устройство или выносить штатный переключатель из корпуса дисковой пилы. Это эффективно, но небезопасно.
Как применить дисковую пилу в качестве циркулярки вы можете увидеть в этом видео
Еще один вариант – скользящая станина. Из двух параллельных металлических направляющих монтируется основа. На нее устанавливается станина с роликами и закрепленной дисковой пилой. Заготовка неподвижна, а циркулярка, перемещаясь по направляющим на каретке, делает пропилы под нужным углом. Этот несложный в изготовлении станок на самом деле может творить чудеса с заготовками небольших размеров.
Циркулярка из «болгарки»
Этот электроинструмент есть в арсенале любого уважающего себя мастера. Вместо отрезного или шлифовального диска можно установить зубчатый диск от пилы.
«Болгарку» необходимо надежно прикрепить к краю стола, обеспечив параллельность оси к столешнице. Только после этого допускается монтаж на УШМ стального зубчатого диска.
Так же, как и в случае с дисковой пилой – необходимо продумать выносное пусковое устройство. Если «болгарка» оснащена защитой от пропадания напряжения в сети – придется вносить изменения в конструкцию выключателя. Если конструкция простая – достаточно установить розетку с выключателем, а пусковую клавишу УШМ зафиксировать в положении «ВКЛ».
Все вышеописанное относится к простым способам обработки деревянных заготовок, то есть «параллельно» и «перпендикулярно». Если необходимо выполнять сложные столярные работы, циркулярка требует доработки.
Как сделать деревообрабатывающий станок из циркулярной пилы
Собственно рабочая часть (то есть сам диск) остается на своем месте. Главный элемент полноценного станка – движущийся координатный стол. Оптимальный вариант – сделать одну половинку столешницы подвижной, чтобы она перемещалась относительно жестко закрепленной второй половины и дисковой пилы.
Для этого в магазине мебельной фурнитуры приобретаются мощные «салазки» для ящиков или сдвижных дверей. Нижняя часть салазок крепится к станине, а на подвижную верхнюю, крепится половинка стола. Важно добиться параллельности половинок как по горизонтали, так и по вертикали. Никаких люфтов быть не должно, иначе произойдет заклинивание пилы.
На подвижной столешнице устанавливается фиксирующее устройство для заготовок с разметкой по расстоянию от диска пилы и угла установки. Фиксатор должен иметь максимальную свободу для размещения обрабатываемой детали, в тоже время обеспечивать ее надежное крепление. Можно использовать струбцины.
Заготовка крепится к подвижной столешнице под необходимым углом, каретка перемещается, диск отпиливает деталь под нужным углом. Регулируя высоту заготовки, можно выпиливать даже проходные пазы. В целях безопасности, крепление обрабатываемой детали должно исключать попадание рук оператора в рабочую зону пилы.
Также можно предусмотреть отклонение плоскости циркулярного диска от вертикали. Такое дополнение расширяет возможности станка и позволяет выполнять распилы сложной конфигурации.
Еще один вариант повышения универсальности стационарной циркулярной пилы – маятниковый подвес диска.
Двигатель, привод и диск крепятся на пространственной раме. Одна сторона на шарнирах крепится снизу стола, вторая сторона фиксируется винтовым регулятором высоты. Диск может возвышаться над рабочим столом на заданную высоту, обеспечивая выбор толщины заготовки. В комплексе с регулировкой оборотов вращения, такой вариант дает возможность устанавливать на один вал диски разного диаметра.
Вывод
Самодельная циркулярная пила дает возможность не только сэкономить средства, но и добавить любое количество функций по вашему желанию. А использование подручных материалов позволяет приблизить себестоимость приспособления к нулю.
Как сделать из ручной циркулярной пилы стационарную, подробно описано в приложении, с выкладкой чертежей и нескольких примеров реализации, которое можно скачать тут
Источник: http://xl-info.ru/optimalnye-oboroty-dlja-cirkuljarnoj-pily/
Вал для циркулярки своими руками. Чертежи и инструкция
Циркулярная пила — один из основных деревообрабатывающих станков. С нее начинается практически любая работа с массивом дерева, с ДСП, МДФ, ДВП и т.д. При наличии опыта и навыков циркулярка может заменить множество других станков, что делает ее наиболее нужным и полезным инструментом для дома или на даче.
При этом, покупка готового станка зачастую оказывается или слишком дорогим мероприятием, или предлагаемые модели не устраивают по каким-либо показателям. Поэтому нередко принимается решение изготовить циркулярную пилу самостоятельно. Устройство ее достаточно просто, из готовых деталей требуется лишь электродвигатель, самым проблемным элементом становится вал. Рассмотрим вопрос подробнее.
Общее устройство циркулярной пилы
Простой (не комбинированный) станок представляет собой стол, из поверхности которого выглядывает сегмент пильного диска. Сама пила устанавливается на приводном валу, имеющем опору на подшипники в двух точках.
Ступицы для подшипников сквозные, вал выходит из них с обеих сторон — с одной устанавливается приводной шкив, с другой устанавливается пильный диск. Таким образом, основным элементом, фактически образующим циркулярную пилу, является рабочий вал.
Все остальные элементы — стол, натяжное устройство, линейка-упор для установки ширины реза — устроены гораздо проще и легко могут быть переделаны в случае обнаружения каких-то ошибок или нестыковок.
Как сделать вал для циркулярки своими руками
О том, как сделать вал для циркулярки своими руками, поговорим далее. Перед началом работ нам понадобится токарный станок или знакомый токарь (как вариант, профильная организация или фирма, где можно разместить заказ).
В качестве материала потребуется заготовка — кругляк из стали 45 или близкой по качеству. Диаметр заготовки напрямую зависит от предполагаемых размеров самодельного вала, точнее — от размеров пильных дисков, которые предполагается использовать.
Диаметр посадочного отверстия у пилы имеет несколько типоразмеров:
- 16 мм.
- 20 мм.
- 22 мм.
- 30 мм.
- 32 мм.
- 50 мм.
Указанные размеры определяют выбор диаметра рабочего вала. Самым распространенным из них можно считать 32 мм, поскольку этот размер имеет большое число дисков с разными внешними диаметрами.
Работа на циркулярке предполагает распиливание разнообразных материалов, иногда большой толщины, и размер вылета диска из плоскости стола может играть важную роль.
Можно сделать более тонкий вал, а диски другого посадочного диаметра устанавливать при помощи переходников, но такое стоит делать только в разумных пределах, да и вряд ли стоит ли делать станок только для мелких работ. Если учесть разнообразие дисков под этот размер, выбор очевиден.
- Диск устанавливается между двумя фланцами и зажимается гайкой, навинчиваемой на резьбу, нарезанную на конце рабочей части вала.
Важно! Резьба должна быть левой, чтобы в момент пускового рывка гайка затягивалась, а не отвинчивалась.
- Посадочные диаметры для подшипников выбираются исходя из имеющихся в наличии, причем для подшипников потребуются ступицы с площадками для крепления.
- Средняя часть вала — участок с наибольшим диаметром. Если он окажется слишком большим, то в момент старта вал, обладающий большой инерцией, будет создавать повышенную нагрузку на приводной ремень. Часто этот участок облегчают при помощи надсверливания, убирая лишнюю массу.
- Участок вала, противоположный рабочему, предназначен для установки приводного шкива. Сам шкив можно использовать готовый, или изготовить (заказать) его самостоятельно.
Важно! Большое числ оборотов для циркулярки нежелательно, такой режим опасен для дисков большого диаметра, так как линейная скорость получается очень высокой и вызывает сильный нагрев зубьев пилы.
Для правильного выбора скорости вращения и диаметра шкивов следует ориентироваться на 1000-15000 об/мин как предельное число. Такое значение актуально для дисков с наружным диаметром 200-300 мм. Для дисков меньшего диаметра величины меняются в сторону увеличения.
Комбинированные станки
Для домашнего использования часто делают комбинированные станки. Средняя часть вала в таких случаях используется как рубанок, для чего фрезеруются специальные пазы, в которые вставляются прижимные клинья и ножи.
Конец рабочей части удлиняется и вытачивается под конус Морзе, на который насаживается сверлильный патрон – получается долбежный узел для изготовления гнезд под шипы.
Часто на вал устанавливают фрезы и производят фрезеровку пазов или обработку краев.
Такое использование станка требует наличия дополнительных упоров и прижимов.
Следует учитывать, что комбинированное оборудование зачастую не имеет должного качества, поскольку некоторыми параметрами одной функции приходится жертвовать в пользу другой.
В результате часто получается изделие, предназначенное для выполнения многих задач, но фактически делающее какую-то одну более-менее хорошо, а остальные – как получится. Для качественной работы лучше делать станок , выполняющий одну задачу на высоком уровне.
В заключение следует напомнить об опасности работы с деревообрабатывающими станками в целом и с самодельным оборудованием в частности. При отсутствии опыта и навыков лучше приобрести готовый станок или выйти из положения как-то еще, риск получения серьезных травм очень велик.
При перегреве или перекосе подачи заготовки на диск возможно его разрушение и разлет осколков с высокой скоростью. Кнопка остановки двигателя должна находиться под рукой и срабатывать с первого раза.
Все меры безопасности должны быть соблюдены, чтобы работа на станке приносила только пользу и удовлетворение.
Источник: http://vinstrumentah.ru/cirkulyarnaya-pila/delaem-sami/val-dlya-tsirkulyarki.html
Выбор циркулярных пил и создание своими руками
Циркулярная пила входит в число основных инструментов, которые широко используются во всех сферах строительства и ремонта. Проблем выбрать подходящий станок нет. Нужно только определить, каким именно критериям должен соответствовать выбираемый инструмент, чтобы установить его дома, в гараже, мастерской или производственном цеху.
Фото циркулярной пилы, сделанной своими руками
Циркулярная или дисковая пила выполняет функции распила различных материалов, включая пластик, дерево, мягкие сорта металла. Данный станок позволяет работать с ним новичкам и профессионалам.
Чтобы грамотно выбрать инструмент, сначала рассмотрим конструктивные элементы оборудования. В их число входят:
- Электромотор циркулярки;
- Корпус станка;
- Кожух для защиты;
- Рукоятки;
- Платформа, дополненная направляющим механизмом;
- Режущий диск.
В большинстве своем корпус циркулярки изготавливается из высокопрочного пластика, хотя иногда встречаются модели, корпус которых выполнен на основе металла.
Что касается электродвигателя, то циркулярные пилы оснащаются моторами в диапазоне мощности от 500 Вт до 2,5 кВт. Мощность непосредственно влияет на частоту вращения, глубину распила, скорость обработки заготовок.
Относительная новинка рынка циркулярок — это станок с аккумулятором.
Циркулярные пилы со сменными аккумуляторами позволяют проводить работы на удалении от источников питания, инструмент не привязан проводкой, что обеспечивает определенную свободу в передвижениях мастера.
Аккумулятор обладает определенным запасом заряда, но по уровню мощности они не могут дотянуть на данный момент до профессиональных моделей на 2-2,5 кВт. Хотя для мелкого ремонта и некоторых строительных работ аккумуляторные циркулярки подходят идеально.
Класс циркулярки
Чертеж циркулярной пилы, сделанной своими руками
Чтобы начать работу потребуется определиться с задачами, которые вы планируете выполнять с помощью данного инструмента.
Все циркулярки можно разделить на два класса.
- Бытовые циркулярки. Это пила, рассчитанная на работу с обязательными небольшими остановками. Ориентировочно каждые 10-20 минут мастер должен останавливаться, чтобы электродвигатель циркулярки успел остыть, он не перегревался, не работал в условиях повышенных нагрузок. Если нарушить данную рекомендацию, вы существенно сократите эксплуатационный срок, выведите из строя мотор и всю циркулярку. Бытовая циркулярная пила способна работать не больше 30 часов в месяц.
- Профессиональные циркулярки. Это категория инструментов, рассчитанных на активную работу в условиях повышенных нагрузок. Здесь перерыв приходится делать намного реже, а некоторые модели и вовсе способны работать без остановки в течение всей смены. Но для сохранности инструмента стоит придерживаться рекомендаций, указанных производителей. Единственный недостаток профессиональных циркулярок по сравнению с бытовыми — это высокая стоимость.
Настольные циркулярки против ручных
- Стационарные модели циркулярок для работы своими руками в домашних условиях встречаются крайне редко. Они сложные в работе, отличаются многоэлементной конструкцией, дорого стоят.
Это прерогатива специализированных учреждений, которые постоянно нуждаются в наличии высокоэффективной циркулярной пилы;
- Ручной станок выбрать намного правильнее, когда речь идет о работе своими руками. Некоторые модели позволяют превратить ручной инструмент в настольный станок.
Стоит выбрать и другую конфигурацию, конструкция которых предусматривает установку на станину. Все это позволяет получить полноценный компактный станок на базе ручного инструмента.
Самодельный или заводской
В пользу заводского инструмента говорит следующее:
- Высокая функциональность;
- Надежность циркулярки;
- Качество сборки;
- Защита;
- Вспомогательная электроника и механизмы;
- Точность обработки заготовок.
Но для некоторых самодельная циркулярная пила является более предпочтительным решением.
- На сборку станка затрачивается меньше денежных средств.
- Чертежи циркулярок легко доступны в сети, что позволяет без проблем, действуя по видео и инструкции, собрать станок.
- Собранный агрегат имеет неплохие характеристики.
- При правильной сборке и настройке циркулярки можно получить близкий по точности распила к заводскому инструмент.
Но объективно в пользу сборки своими руками говорит только цена заводских моделей. Но и циркулярку от проверенного производителя можно приобрести не за такие уж большие деньги. Их цена стартует от 3 тысяч. Хотя лучше предпочесть модель минимум за 6-10 тысяч.
Критерии выбора
Есть несколько основных моментов, которые позволяют грамотно выбрать циркулярный агрегат.
- Диаметр пильного круга. Диаметр диска позволяет определить возможности по глубине пропила. При этом диаметр может быть двух типов — наружный и посадочный. Посадочный диаметр определяет тип круга, который может быть установлен на специальный фиксирующий механизм. Наружный диаметр также ограничен защитным кожухом. Важно понимать, что диаметр круга непосредственно связан с возможностями двигателя. Каждый производитель указывает посадочный и наружный максимальный диаметр. Чем он выше, тем больше нагружается электродвигатель.
- Мощность. Не менее значимая характеристика, чем диаметр. Основная характеристика любого электрооборудования — это его мощность. Циркулярки высокой мощности могут принять на себя диски, диаметр которых составляет до 305 мм. Чем выше мощность, тем больше весит сам агрегат. Все циркулярки, представленные на рынке, по мощности делятся на три категории — маломощные, средние и самые мощные. Соответственно параметры у них составляют от 800 Вт до 2,5 кВт. Категория наиболее мощных циркулярок начинается с отметки 1,2 кВт.
- Масса. Немаловажный момент, на который вам стоит обратить внимание. Особенно это касается ситуаций, когда вам требуется приобрести ручной станок.
- Глубина распила. Во многом зависит от того, какой диаметр используемого пильного диска устанавливается на циркулярный агрегат. Соответственно чем больше диаметр, тем глубже способен инструмент войти в обрабатываемую заготовку. Чем дешевле инструмент, тем меньше у него глубина пропила. Многие покупают бюджетные модели, а потом не могут толком срезать толстую заготовку. Потому думайте сразу, с какими материалами вам предстоит работать, чтобы не ошибиться с выбором инструмента.
- Частота вращения. Эта характеристики влияет на скорость и качество обработки заготовок. Частота зависит от мощности и диаметра диска.
- Распил под углом. Большинство циркулярных станков оснащаются функцией пиления под углом. Но в основном это угол 45 градусов. Намного реже встречаются циркулярки, которые могут пилить под углом 60 градусов. Изменение угла наклона осуществляется со стороны установки двигателя. Сейчас некоторые производители выпускают инструменты, которые угол регулируется с двух сторон.
- Возможность работы с аккумулятором. Такие устройства позволяют обрабатывать заготовки, не подключаясь к электросети через кабели. Они хороши для работы на сложных участках, где есть проблемы с подводов питания. При этом аккумуляторы не позволяют работать дольше часа, а на полную зарядку уходит до 5 часов.
Выбрать циркулярку не сложно, если грамотно подойти к этому вопросу и обратить внимание на основные критерии.
статьи — рейтинг материала: 5,00 из 5
Loading…
Источник: https://TvoiStanok.ru/pily/cirkulyarnaya-pila.html







