Как загнуть трубу наименьшим радиусом?

Домашние мастеровые сегодня самостоятельно выполняют для своих хозяйств почти все системы жизнедеятельности: водопровод, отопление, канализацию, строят малоэтажные дома, подсобные помещения, теплицы. Изобретают недорогие приспособления для изготовления и обработки строительных материалов, гнутья всевозможных профилей, резки и гибки различных труб, используют технологии сварки и отливки.
Гибка труб используется при создании металлических ограждений, это позволяет исключить необходимость в сварке и добиться нужного результата, просто согнув цельную трубу под необходимым углом.
Постоянно встречающихся причин для частой гибки труб в домашнем хозяйстве частного домовладения нет.
Однако появившаяся потребность в гнутой трубе, как правило, заявляет о себе требовательно и безотлагательно. Это может быть ремонт индивидуального водопровода или отопления, дополнительный отвод или что-то подобное.
Встает задача взять и загнуть нужную деталь.
А каким радиусом загнуть и как?
Схема правильной гибки труб.
Можно попробовать гнуть без всякой теории, но лучше воспользоваться чужим опытом. Чтобы при загибе трубы не сплющились, не порвались, не сморщились гофрой, необходимо знать минимальный радиус гибки, который зависит от материала, диаметра и толщины стенок. Влияет и применяемый метод сгибания. Но все по порядку.
Минимальный радиус зависит от диаметра загибаемой круглой трубы: чем больше ее диаметр, тем больше и радиус загиба. Ориентировочно до 20 мм он составит 3, а для труб большего размера — 4 наружных диаметра. Горячие способы позволяют почти вдвое уменьшить радиус гибки. Уменьшение происходит за счет увеличивающейся при нагреве пластичности стали.
Табл.1. Минимальный радиус гибки водогазопроводных труб (ГОСТ 3262-92 в редакции 1992 года), в мм.
| Наружный диаметр, мм | Условный проход, мм | Минимальные радиусы гибки, мм | |
| Холодные способы | В горячем состоянии | ||
| 13,5 | 8 | 80 | 45 |
| 17,0 | 10 | 100 | 55 |
| 21,3 | 15 | 130 | 65 |
| 26,8 | 20 | 160 | 80 |
| 33,5 | 25 | 200 | 100 |
| 42,3 | 32 | 250 | 135 |
| 48,0 | 40 | 290 | 150 |
| 60,0 | 50 | 360 | 190 |
Водогазопроводные трубы стальные, толстостенные, гнутся неохотно, требуют больших усилий, поэтому не рекомендуют применять без особой необходимости минимальный радиус сгиба. В большинстве случаев можно обойтись большими радиусами или применить фитинги.
Сложнее обстоит дело, если требуется гнуть профилированную трубу, часто это квадратная или прямоугольная. В домашних условиях это качественно сделать чрезвычайно трудно: при изгибе необходимо специальными приспособлениями удерживать форму сечения от сплющивания.
Табл.2. Минимальный радиус гибки медных (ГОСТ 617-90) и латунных (ГОСТ 494-90) труб, мм.
| Наружный диаметр, мм | Наименьший радиус гибки, мм |
| 3,0 | 6 |
| 6,0 | 13 |
| 10,0 | 21 |
| 12,0 | 25 |
| 15,0 | 32 |
| 18,0 | 38 |
| 24,0 | 50 |
| 30,0 | 65 |
| 36,0 | 76 |
Медные и латунные сантехнические изделия применяются в индивидуальном жилье все чаще. Металл легко поддается деформации, поэтому работать с трубами из него значительно легче, чем со стальными. Но физика деформаций при изгибе общая для латунных, медных и стальных труб.
Когда труба загибается, ее наружная поверхность в зоне загиба растягивается и стенка становится тоньше, а внутренняя поверхность радиуса, наоборот, сжимается и стенка утолщается. Это происходит и при холодном, и при горячем методе сгибания, во втором случае сжатие и растяжение происходит значительно сильнее. В зоне сгиба круглая форма сечения стремится сплющиться, стать овальной, условный проход уменьшается, если не принять мер против этих явлений.
Как загнуть своими силами?
Вы сможете гнуть практически все круглые трубы — диаметром от 6 миллиметров до толстостенных 163 миллиметровых труб, и даже больше.
В промышленном производстве существуют полуавтоматические и автоматические станки для массовой гибки деталей. На один сгиб уходит около 6 секунд. Небольшие мастерские, например, в управляющих компаниях, ЖЭУ, оснащены электрическими трубогибами с набором нужных насадок. В большинстве случаев стоит обратиться к ним, чтобы загнуть нужную в хозяйстве деталь. Конечно, это стоит каких-то денег, нужно договориться, сделать чертеж. А если такой возможности нет?
Существует несколько способов гнуть без нагрева, вот некоторые из них: обкатка, растяжение, наматывание, волочение, через фильеру, по копиру. Основной задачей всех приспособлений для гибки является сохранение круглой формы и условного прохода трубы, для чего применяются ролики или валки с наружной канавкой по форме и размеру трубы. Следующей целью является усиление действий человека за счет рычага или применения гидравлического пресса.
Гибка стальных труб в домашних условиях
Ручные трубогибы имеют несколько насадок на разные диаметры и применяются для гибки медных, латунных, алюминиевых и тонкостенных стальных труб диаметром до 22 мм.
Ручные трубогибы имеют несколько насадок на разные диаметры и применяются для гибки медных, латунных, алюминиевых и тонкостенных стальных труб диаметром до 22 мм.
Водогазопроводные ручными приспособлениями не загнуть, для их гибки использовать придется уже гидравлику. Такой гибочный пресс устанавливается на стол или зажимается в тиски.
Для единичных деталей, изготавливаемых время от времени, существует приспособление на тисках, позволяющее гнуть наименьший радиус.
Приобретать дорогостоящие приспособления для единичных работ невыгодно. Резон может оказаться при осуществлении предпринимательской деятельности по оказанию таких услуг населению. А для редких случаев существуют и более простые способы гибки труб, но требующие на это много времени. Для этого потребуется приготовить следующие инструменты и материалы:
- Прокаленный речной песок, 30 кг.
- Прочный стол или верстак.
- Цилиндрической формы металлическая оправка с радиусом загиба.
- Две деревянные пробки.
- Паяльная лампа.
Песок нужно просеять и прокалить на костре или паяльной лампой до исчезновения дыма. Затем приготовить стол, закрепив на нем оправку и установив упор для одного из концов. Упором могут служить тиски, установленные на стол. Вся конструкция также должна быть закреплена, иначе труба повернет ее вокруг себя.
Если планируется нагрев, то в пробках лучше просверлить отверстия диаметром 3-4 мм для выхода газов, образующихся при нагревании.
Для сохранения круглого сечения она заполняется прокаленным песком, для чего забивается один торец деревянной пробкой, насыпается и уплотняется песок постукиванием. Забивается вторая пробка, после чего трубу можно гнуть. Если один ее конец нельзя использовать как длинный рычаг, то нужно взять отрезок трубы большего диаметра и одеть его для удлинения.
Используя стол как плоскость сгиба, устанавливаем один конец между оправкой и упором. Вторым концом, как рычагом, огибаем оправку и таким образом гнем трубу. Заполненная песком, она сохранит круглую форму и диаметр сечения в месте сгиба. Угол на 2-3% уменьшаем, так как металл пружинит, частично восстанавливая прежние размеры.
Для выполнения минимального радиуса загиба потребуется паяльная лампа. Заполненную песком трубу нагреваем лампой до покраснения в зоне сгиба, которую нужно заранее разметить. Немедленно после прогрева устанавливаем ее на стол и осуществляем гибку. Если планируется нагрев, то в пробках лучше просверлить отверстия диаметром 3-4 мм для выхода газов, образующихся при нагревании.
При остывании сталь, как и другой металл, немного возвращает предыдущую форму. То есть угол сгиба может оказаться больше необходимого. Тогда процесс нагрева и гибки нужно повторить. После получения нужной формы пробки высверливают или выжигают, песок высыпают и хранят для следующего раза. Проверяют место сгиба на отсутствие растяжек, трещин, разрывов и гофры. В завершении трубу обрезают до нужных размеров, очищают от окалины, нарезают резьбу, и деталь готова.
Огонь, медные и латунные трубы
Медные и латунные трубы можно гнуть, также заполняя их песком, если планируется минимальный радиус гибки с нагревом. Если без нагрева, то заливают расплавленной канифолью, после заглушки торцов трубу гнут. Для гибки небольших, до 22 мм диаметров, лучше иметь в хозяйстве ручной рычажный трубогиб, который есть в продаже. С его помощью быстро и легко гнуть разные детали трубопроводов.
Для гибки малыми радиусами медных и латунных труб в домашних условиях также понадобится паяльная лампа или газовая горелка. Отожженная труба гнется на оправке легко, но исправлять сгиб труднее, необходим повторный нагрев.
Кроме заполнения песком, используют специальное приспособление — пружину, одеваемую на трубу в месте сгиба. Пружина позволяет гнуть, но не дает трубе сплющиваться. Сохраняется геометрия сечения трубы.
После гибки пружину «свинчивают» и снимают.
Пластиковые трубы гнем без проблем
Виды загибов труб: а – калач; б – отводы; в – утка; г – скоба.
Пластиковые трубы пластичны настолько, что гнутся без затруднений. Однако когда требуется выполнить наименьший из возможных радиусов сгиба, возникают те же физические явления сплющивания, как и у металлических труб. Полипропиленовые трубы более жесткие, чем другие пластиковые.
Пластичность материала и его растягивание при загибании может критически уменьшить толщину стенку трубы и нарушить прочность трубопровода, особенно если он находится под давлением.
Поэтому пластиковые трубы не стоит гнуть для использования в напорных системах, а применять пайку фитингов, которая обеспечивает прочность соединений.
Для других целей, например, при устройстве теплых полов, гнут пластиковые трубы в домашних условиях, заполняя их по примеру металлических, но солью. Соль прокаливают на сковороде, после чего засыпают в трубу и затыкают торцы пробками. Горячая соль прогревает трубу, повышая ее пластичность, и труба легко гнется.
Наименьший радиус сгиба равен двум диаметрам. После придания нужного угла гибки пластиковую трубу следует зафиксировать до полного ее остывания. Для дополнительного прогрева, корректировки сгиба можно использовать строительный фен. Без нагрева полипропиленовую трубу можно медленно и осторожно гнуть с минимальным радиусом в 7-8 диаметров.
Особенности гибки профилированных труб
Из профилированных часто применяются квадратные и прямоугольные стальные трубы. Используются они для разнообразных конструкций в домашнем хозяйстве. Качественно гнуть такие трубы вне специализированных мастерских, без оборудования практически невозможно. Описанные способы не дают сохранить прямоугольность сечения в месте сгиба, и эстетическая ценность от этого снижается.
И все же гнуть можно профилированные трубы с использованием несложных и недорогих приспособлений и больших радиусов сгиба. Главные детали в гибочном устройстве — профильные ролики, которые в процессе гибки сохраняют в сечении прямоугольную форму.
Применяются нередко имитации гнутья. Труба с внутренней стороны надрезается с определенным шагом, затем сгибается без особых усилий. После этого все швы завариваются и зачищаются шлифмашинкой. При шаге пропилов в 20 мм радиус сгиба будет минимальным.
Вальцовка труб: разные операции под общим названием

Само словосочетание «вальцовка труб» представляет собой лингвистическую и техническую хохму: под этим процессом понимаются абсолютно разные операции, часть из которых никаких вальцов не использует вообще.
Будем разбираться? А как же!
И это тоже вальцевание
Вначале давайте попробуем перечислить все операции с трубами, которые описываются словом «вальцовка».
- Превращение плоской или круглой заготовки в то, что мы привыкли называть трубой;
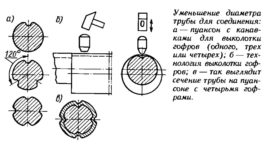
- Увеличение диаметра конца трубы для стыковки с другой деталью или следующим участком трубопровода;
- Наоборот, обжим конца трубы для обеспечения герметичности соединения, уменьшения внешнего диаметра при нарезке резьбы ручным инструментом или других целей;
- Профилирование трубы — превращение ее в прямоугольную, квадратную или овальную профильную трубу;
- Загиб трубы по большому радиусу.
В этом порядке и двинемся по списку.
Электросварные
Из плоского листа — штрипса — формируется круглая заготовка, которая затем сваривается (чаще всего индукционными токами) и направляется в вальцы.
В процессе вальцевания будущая труба выравнивается, становится идеально круглой в сечении и калибруется по диаметру.
Бесшовные
Вальцевание труб, изготавливаемых из круглой заготовки (ее получают литьем или прессованием горячего металла) — основная технологическая операция.
С момента, когда заготовка попала на стан, ее обрабатывают вальцы за вальцами: вначале она вытягивается и утончается, формируются стенки нужной толщины; потом труба опять-таки калибруется.
Следующая станция — вальцевание
По температуре, при которой из заготовки формируется трубы, различают:
- Горячедеформированные;
- Теплодеформированные;
- Холоднодеформированные трубы.
Развальцовка
Развальцовка труб — одна из тех операций, которые:
- Могут быть выполнены ручным инструментом;
- Вопреки названию не требуют обязательного применения вальцов. Хотя и могут их использовать.
Типичное применение развальцованных труб в бытовых условиях — сборка медного водопровода. Чтобы спаять две трубы вместе, нужно одну вставить в гильзу другой и запаять просвет между ними. А трубы-то поставляются гладкими, без гильз! Раз так — нужно развальцевать конец трубы. Что и делается.
Ручные вальцовки поставляются нескольких типов; простейшие представляют собой фиксатор для трубы под несколько типовых диаметров и конус, который ввинчивается в торец трубы и расширяет ее.
Как-то так
Еще один способ сформировать гильзу — так называемые экстендеры, расширяющие трубу в одно движение.
Помните устройство патрона дрели? Экстендер — это тот же патрон, только наоборот: лапки растягивают трубу, а не сжимают.
В движение их приводит не винтовой механизм, а рычаг с большим плечом, что позволяет развить на сменной расширительной головке (их делают под разные диаметры) большое усилие.
Еще одно простое устройство
Естественно, применяются и устройства, представляющие собой полноценные вальцы: валик, прокатываясь по внутренней поверхности трубы оборот за оборотом, постепенно расширяет ее.
Результат их использования лучше, чем в предыдущих случаях: конус формирует небольшое расширение, а не гильзу, экстендер же часто дает при растяжении стенки неравной толщины. Однако такие инструменты дороже и тяжелее.
Развальцовка ручным инструментом чаще всего используется для мягких металлов — меди и алюминия. Однако тонкостенные стальные трубы тоже приходится иногда развальцовывать; вальцовка трубы бор, свободный сокол, Челябинск или любого другого трубного завода может быть выполнена тем же инструментом.
Ограничивающий фактор — лишь толщина стенок.
Совет: использование тонкостенных стальных труб при сборке водопроводных систем — очень плохая идея независимо от того, с гильзами вы будете варить трубы или встык.
Нижняя граница срока их службы на холодной воде — пять лет. А потом, как говорилось в старой рекламе, начинается кариес.
Завальцовка
Завальцовка труб опять-таки бывает необходима при подготовке элементов трубопровода к соединению — обжимается конец трубы, входящий в гильзу.
Уменьшить диаметр конца трубы бывает необходимо и для того, чтобы вручную нарезать резьбу на трубе, и чтобы обеспечить герметичность соединения медной трубки со штуцером.
Для завальцовки могут применяться обычные клещи
Ручной инструмент для завальцовки представляет собой как простейшие клещи с большим плечом рычага, так и миниатюрные вальцы с винтовой подачей.
Однако для стальных водопроводных труб часто применяется непревзойденный по простоте механизм — молоток.
На применение специализированного инструмента национальный менталитет тоже накладывает отпечаток
Профильные трубы
Производство профильной трубы по полному циклу выглядит так:
- Штрипс — плоская стальная заготовка — нарезается на узкие полосы;
- Они свариваются встык, образуя бесконечную ленту, и наматываются на барабан;
- По мере необходимости лента с него поступает на прокатный стан, где лента сворачивается в круглую заготовку;
- Ее края свариваются (чаще всего индукционными токами);
- Заготовка проходит через вальцы, придающие ей любую необходимую форму. Теоретически можно даже сформировать сечение в виде профиля юного Ильича — было бы желание и средства.
Адская машина делает из плоского листа квадратную трубу
Возможно и вальцевание уже готовой круглой трубы. Такое производство куда проще и дешевле.
Совет: после холодной деформации профилированные трубы всегда прокаливают и дают им остыть. Это снимает внутренние напряжения металла.
Если планируется использовать самодельную профильную трубу в строительстве — лучше не пренебрегать ее прогревом, пусть даже самыми примитивными способами — паяльной лампой или сварочным трансформатором.
Трубогибы
Электрические или механические вальцы для трубы могут выгнуть из нее любую дугу. Простейшие гибочные вальцы представляют собой два опорных вала; рукоятку, приводящую трубу в движение, и деформирующий ее вал с винтовой подачей. И протяжка, и подача деформирующего вала может осуществляться и электромоторами.
Простейшие гибочные вальцы для профильной трубы
Заключение
Как видите, под вальцеванием действительно понимаются самые разные вещи, причем собственно вальцы зачастую не применяются вообще. Велик и могуч русский язык…
Как увеличить диаметр трубы в домашних условиях

Планируя капитальный ремонт системы канализации либо разрабатывая проект нового дома, необходимо повышенное внимание уделять этапу подбора канализационных труб. Главным параметром при этом следует считать их диаметр.
Чтобы канализационная система была надежной, необходимо качественно соединить канализационные трубы, и для этого не обязательно обращаться к специалистам, можно сделать это и своими руками.
При необходимости диаметр любой канализационной трубы можно увеличить или уменьшить.
Изначально же диаметр необходимо подбирать с учетом следующих факторов:
- уклон, обеспечивающий нормальную работу водоотведения;
- количество и углы поворотов;
- способы соединения труб друг с другом, сантехническим оборудованием и арматурой.
Особенности расчета диаметра канализационных труб
Схема раструбного соединения труб внутренней канализации.
При организации системы канализации в доме или квартире, как правило, используются трубы диаметром до 50 мм для водоотведения в ванной и кухне, и более 100 мм — для стоков из унитаза.
На большой разброс величины диаметра коммуникаций влияют два фактора. Касаемо канализации в туалетной комнате следует сказать, что из унитаза во время смыва за малый промежуток времени уходит большое количество воды.
Кроме того, в ней могут оказаться более твердые фракции, которые не смогут пройти через маленькое отверстие и засорят его. Если говорить о ванной, то здесь также имеется большое количество сливаемой воды, но делать сливное отверстие очень широким не имеет смысла.
Это связано с законом гидравлики, гласящим, что общая проходимость трубы равна проходимости воды в ее самом узком месте.
Рассчитывая диаметр труб, необходимых для организации канализационной системы в доме или квартире, необходимо придерживаться следующей формулы: проходимость труб полностью зависит от квадрата их диаметра.
Например, труба с диаметров в 200 мм способна пропускать в четыре раза больше воды, чем 100 мм. Такое количество воды не накопится ни в бачке унитаза, ни при использовании биде.
Учитывая это, можно сделать вывод, что трубы с большим диаметром используются для установки в туалетной комнате не с целью пропуска повышенного объема воды.
Что же тогда влияет на диаметр канализационных коммуникаций, имеющих подвод к унитазу? В первую очередь возможность образования воздушного зазора. Он не сможет образоваться в тонких трубах, а его отсутствие приведет не только к засору отверстия твердыми фракциями, но и к появлению неприятного запаха в помещении.
Нормы диаметра канализационных труб, установленные регламентом
Разрабатывая систему канализации в новом доме, необходимо опираться на регламент СНиПом 2.04.01085, содержащий все способы расчета основных параметров диаметра используемых труб. Представленные расчеты учитывают основные и второстепенные факторы, к которым следует отнести наличие уклона горизонтальных участков, угол стыковки стоков со стояками и многое другое.
На основании регламента можно сделать следующие выводы:
- трубы с диаметром в 100 мм следует устанавливать при организации канализационной системы в любом доме либо квартире, если количество сантехнического оборудования не превышает установленное нормами;
- трубы с диаметром в 50 мм могут быть установлены для смыва воды из умывальников, ванных и писсуаров;
- в случае организации канализации в домах с количеством этажей, превышающим 5, устанавливаются трубы диаметром в 150 мм;
- трубы, объединяющие несколько стояков или имеющие выход на колодец, должны иметь диаметр в 200 мм.
Схема соединения чугунных труб.
Все канализационные коммуникации могут быть металлопластиковыми либо чугунными. Металлопластиковые трубы в отличие от чугунных, как правило, не нуждаются в замене. Они имеют гладкую поверхность, на которой не образуются грязевые и жировые отложения. При учете организации правильного уклона также отсутствуют и отложения из песка или глины.
Эта особенность металлопластиковых труб позволяет производить установку и стыковку деталей различного диаметра. При этом могут стыковаться как металлопластиковые материалы, так и трубы из металлопластика и чугуна. Диаметр металлопластиковой трубы может быть меньшим, чем чугунной.
Для чего производятся работы по уменьшению диаметра трубы? Таким образом снижаются затраты на приобретение материала и проведение земляных работ по организации необходимого для стока уклона. Особенно актуально это в городских условиях, когда необходимо маневрировать уклоном.
Способы соединения полиэтиленовых и пластиковых коммуникаций, имеющих разный диаметр
В отличие от металлических труб, соединение которых невозможно без присутствия сварщика, различные коммуникации из полиэтилена разных диаметров можно состыковать самостоятельно. Полиэтиленовые трубы можно соединить двумя способами — методом спаивания либо при помощи фитингов. Для обустройства фитингового соединения не требуется специального оборудования, достаточно наличие фитинга и обжимочного ключа.
Также стыковка может осуществляться спаиванием или холодной сваркой. Для проведения таких работ существуют следующие инструменты:
- Труборез или ножовка по металлу.
- Нож или наждачная бумага.
- Очиститель для обезжиривания материала.
- Клей для склейки деталей из полиэтилена.
- Фитинг или муфта.
Работы по стыковке полиэтиленовых коммуникаций разного диаметра должны иметь следующий алгоритм:
Схема соединения пластиковых канализационных труб.
- Труба тщательно замеряется и отрезается труборезом или ножовкой.
- Торец, который будет подвергаться присоединению, зачищается наждачной бумагой или ножом. Удаляются заусенцы. С внешней стороны кромки следует снять фаску, что позволит концу легко, не соскабливая клей, входить в арматуру.
- Все спаиваемые поверхности необходимо обработать специальной жидкостью для смягчения и обезжиривания материала.
- Перед нанесением клея следует проверить, насколько плотно труба вставляется в арматуру. Не допускается слишком плотное (материал соскребет клей) или слишком свободное (соединение не будет прочным) вхождение. Необходимо сделать пометки на стыкуемых деталях. Это необходимо для грамотного соединения.
- Нужно равномерно нанести клей на детали. На трубу клей наносится обильно, на фитинг — тонким слоем. Следует использовать клей, рекомендованный только для этого вида пластика или полиэтилена.
- Сразу после нанесения клея трубу необходимо вставить в фитинг до упора и с поворотом на 90 градусов. При этом клей равномерно распределится по деталям. В таком положении детали выдерживаются в течение 15 секунд (до 30 секунд, если работы проводятся в холодном помещении). Излишки клея, появившиеся на стыке, удаляются мягкой тряпкой.
Подача воды через состыкованные коммуникации должна осуществляться не ранее чем через час.
Соединение полипропиленовых труб разных диаметров
Схема герметизации стыка труб.
При соединении труб из полипропилена практически невозможно обойтись без сварочного аппарата.
Работа проводится следующим образом:
- На сварочный аппарат (или паяльник) устанавливаются насадки, соответствующие диаметрам соединяемых труб. Затем устройство следует прогреть до рабочей температуры (около 260 градусов).
- С концов армированных деталей необходимо снять металлических слой и обезжирить места сварки.
- Детали вставляются друг в друга, на них отмечаются глубина вставки и угол по отношению к оси трубы. При этом оси фитинга и оси должны совпадать.
- Подготовленные детали быстро вставляются в насадки и удерживаются там определенное время. Для труб с разным диаметром время нагрева будет различным.
- По окончании нагрева трубы следует вынуть из насадок паяльника и соединить точным движением. Части должны затвердеть и остыть в естественных условиях.
Для соединения пластиковой и железной трубы различного диаметра необходимо иметь специальные переходники, которые можно приобрести в свободной продаже.
По окончании работ все состыкованные детали необходимо проверить на наличие течи. Делается это следующим образом: в систему подают холодную воду и тщательно проверяют герметичность соединений. Затем те же действия производят и с горячей водой.
Развальцовка труб: тонкости технологии и основные инструменты
Специалистам часто приходится изменять как конфигурацию, так и другие геометрические параметры трубопроката для решения различных задач. Чаще всего для изменения формы и размеров трубного изделия используется такая технологическая операция, как развальцовка. Следует иметь в виду, что данная операция в корне отличается от той, которую называют вальцовкой, причем различия эти существенны.
Концы этих медных труб развальцованы: расширены до определенной формы и подготовлены для соединения
Развальцовка и вальцовка
Прежде всего, следует понимать, что развальцовка труб не может называться вальцовкой, так как суть у этих технологических операций совершенно разная.
- Вальцовка, для выполнения которой используется специальный вальцеватель (станок, оснащенный рабочими валками), – это технологическая операция, в процессе которой осуществляется деформирование листового проката или металлической трубы в радиальном направлении. При помощи такой операции, в частности, из листового металла формируют изделия цилиндрической или конической формы, а также изготавливают из круглого трубопроката изделия с другой формой поперечного сечения.
- Инструмент для развальцовки не содержит в своей конструкции рабочих валков, а суть самой процедуры заключается в том, что пластической деформации подвергается только конец трубы, при этом его внутренний и наружный диаметры увеличиваются до требуемых параметров. Необходимость в выполнении такой операции чаще всего возникает в тех случаях, когда два отрезка трубы требуется надежно соединить между собой.
Уменьшение диаметра трубы своими руками в домашних условиях
Перед тем как уменьшать диаметр трубы, следует хорошо изучить теорию
Уменьшение диаметра трубы в домашних условиях может пригодиться каждому, кто делает ремонт различной техники своими руками.
Конечно, если нужно уменьшить какой-то элемент системы, то лучше всего воспользоваться специальным переходником и просто соединить две трубы разного диаметра. Однако если необходимо получить зауженную или согнутую трубку из того, что уже имеется, то можно прибегнуть к вальцовке.
Завальцовка представляет собой пластическую деформацию изделия в нужную форму.
Виды вальцовки и гибки
С помощью вальцевания можно изготовить из трубок изделие необходимой формы. При этом с помощью этого способа можно не только согнуть изделие из любого металла, но и уменьшить диаметр.
Уменьшить диаметр трубы можно с помощью специального оборудования
Гибка и изменение формы трубы называется вальцовкой. Такое название этот процесс получил потому, что инструмент, который для этого используется, является вальцами.
Вальцовка применяется для разных целей:
- Для уменьшения диаметра трубок из разных материалов. Так можно деформировать тонкостенные изделия из нержавейки, чугуна, стали и т. д.
- С помощью вальцовки можно загнуть изделие. В этом случае нужно гнуть по специальному шаблону.
- Разгибание и выпрямление. Однако этого делать не рекомендуется, так как изделие теряет прочность.
- Увеличение диаметра. Однако этот процесс считается наиболее трудоемким.
- С применением специального трубогиба можно согнуть своими руками изделие в змеевик.
Все описанные процессы используются при изготовлении и ремонте трубчатых изделий. С их помощью можно даже сделать согнутые в кольцо элементы для украшения кованых ворот.
Описание сути процесса
Завальцовка – это достаточно сложный процесс. Однако в некоторых случаях его вполне можно осуществить своими руками. Особенно просто согнуть тонкостенные трубы из нержавеющей стали и оцинковки.
Сужение может понадобиться и при строительстве металлического трубопровода. Этот способ используется, когда нужно присоединить трубу с большим диаметром к изделию с меньшим.
Самостоятельное сужение связано с некоторыми рисками. Дело в том, что при таком процессе на трубу воздействуют два усилия, направленных в противоположные стороны. Поэтому действия, которые можно произвести с такими элементами, ограничиваются несколькими факторами.
При уменьшении диаметра трубы следует соблюдать правила техники безопасности
Чем ограничивается оказываемое давление:
- Прежде всего, учитывается пластичность материала. Чем он пластичнее, тем по большему радиусу его можно гнуть.
- Нужно обратить внимание на то, насколько тоньше можно сделать стенку трубы для конкретного изделия.
- Нужно проверить предел прочности конкретного металла на изгиб. Чем пластичнее материал, тем этот показатель будет выше.
- Предельный параметр радиуса, перехода от боковой стенки к торцу тоже имеет значение.
- Также необходимо обращать внимание на качество поверхности самого изделия.
Каждый из этих параметров необходимо учесть. Для каждой толщины стенок и для каждого конкретного диаметра он свой.
При уменьшении трубы в домашних условиях необходимо смотреть на то, чтобы на металле не образовывалось большое количество складок. Они уменьшают прочность.
Сгибание нержавейки вручную
Итак, теперь можно поговорить непосредственно о процессе сужения. Это можно сделать или на заводе специальным инструментом, или в домашних условиях подручными средствами.
Можно воспользоваться молотком. Однако этот способ нельзя считать оптимальным, так как при этом труба может сильно деформироваться. Кроме того, уменьшенная часть получится неровной, что отрицательно скажется на прочности.
Самым лучшим способом является использование специальных клещей. Их можно приобрести в специализированном магазине, однако стоят они недешево. Изготовить инструмент можно своими руками. Для этого необходимо взять трубный ключ, можно даже использовать старое изношенное изделие.
С него нужно снять губку с подвижного рычага, а вместо этой губки необходимо установить вставку под полукольцо. Далее изготавливается полукольцо нужного радиуса и устанавливается на подвижный рычаг. Если вы хотите заниматься и впредь зажимом труб, то можно изготовить несколько колец с разными диаметрами.
Это повысит универсальность изделий.
Как пользоваться специальными клещами:
- Взять клещи с зевом не менее половины диаметра обжимного кольца. Обхватить зевом внешний диаметр.
- Гайку клещей подвести вплотную к поводку прибора.
- Теперь можно поворачивать подвижный рычаг. Делайте это до тех пор, пока он полностью не обхватит второй полупериметр.
- Далее с усилием сжать оба рычага и повернуть ключ на 30 градусов.
- Все эти действия необходимо повторять до тех пор, пока труба не достигнет нужного диаметра.
Перед тем как сгибать нержавейку, следует предварительно ознакомиться с рекомендациями специалистов
Таким способом вы сможете придать необходимый размер. Заранее стоит оговорить, что эта работа требует наличия физической силы.
Использование токарного аппарата
Легче всего сузить трубу с помощью специального станка. Этот процесс может производиться даже человеком, который не обладает большой физической силой. Ведь в этом случае большую часть работы выполняет именно техника.
Для работы с токарным аппаратом следует обладать определенными навыками
По шаблону можно загнуть не только металлическую трубку. Такой прибор пригодится для придания необходимой формы куску толстой проволоки. Проволоку можно согнуть и вручную.
Последовательность действий:
- Необходимо закрепить трубу в патрон прибора. При этом важно рассчитать глубину погружения заготовки. Ход рукоятки должен совпадать с местом глухого отверстия.
- Когда вы включите станок, необходимо подвести ручку к трубе. Далее нажать на заготовку, и начинается закольцовка.
- Материал начинает нагреваться. Это снижает усилие, но повышает пластичность материала.
- Рукоятка должна иметь ход не менее 180 градусов. А резцедержателями должны быть отверстия самого популярного размера.
В ходе процесса изделие разогревается, и материал становится податливым. Благодаря этому диаметр заготовки легко уменьшается до нужных показателей. Сжать трубу своими руками сложно, но возможно. Для этого нужно сделать специальный аппарат и научиться правильно его использовать.
Способы уменьшения диаметра трубы

Планируя капитальный ремонт системы канализации либо разрабатывая проект нового дома, необходимо повышенное внимание уделять этапу подбора канализационных труб. Главным параметром при этом следует считать их диаметр.
Чтобы канализационная система была надежной, необходимо качественно соединить канализационные трубы, и для этого не обязательно обращаться к специалистам, можно сделать это и своими руками.
При необходимости диаметр любой канализационной трубы можно увеличить или уменьшить.
Изначально же диаметр необходимо подбирать с учетом следующих факторов:
- уклон, обеспечивающий нормальную работу водоотведения;
- количество и углы поворотов;
- способы соединения труб друг с другом, сантехническим оборудованием и арматурой.







